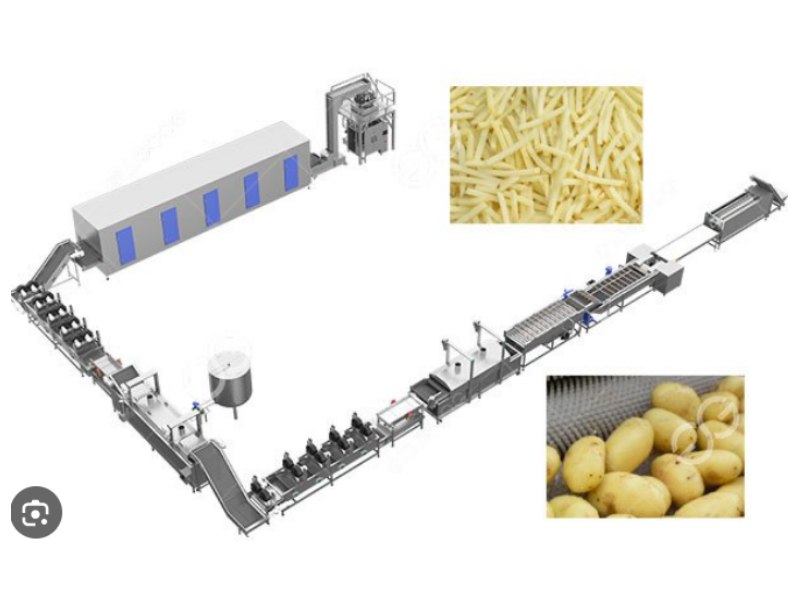
Industrial Solutions for French Fries Breaking In Production Line: Complete Troubleshooting Guide
French fries breaking affects 15-25% of output in conventional lines, causing $50,000-80,000 annual losses per shift. This comprehensive analysis addresses root causes from mechanical stress to thermal shock, providing actionable solutions for frozen potato processors seeking measurable yield improvements.
- Root Cause: Blade dulling after 120 operating hours
- Detection Method: Vision system at 0.5mm crack detection
- Corrective Action: Cutting angle adjustment to 22 degrees
- Preventive Measure: Pre-warming to 15°C minimum
- Impact Range: 8-15% yield loss typical
Processing facilities in Belgium report that breakage reduction directly correlates with improved batter adhesion and downstream packaging efficiency, making this a critical operational focus for frozen potato processors worldwide.

Diagnostic Framework for Fries Breakage Analysis
Systematic identification of breakage sources requires mapping the entire production sequence from raw material intake to final freezing. Breakage typically concentrates at three critical points: cutting stations, blancher discharge, and freezer infeed. Each location exhibits distinct fracture patterns that indicate specific mechanical or thermal stress factors.
Common Symptoms and Detection Methods
Visual inspection alone misses micro-fractures that propagate during freezing. Modern production lines integrate high-speed vision systems capturing 120 frames per second with 0.5mm resolution. These systems quantify edge chipping, longitudinal cracks, and tip breakage in real-time, enabling operators to correlate defects with upstream parameter changes. Temperature differentials exceeding 35°C between blanching and cooling create thermal shock fractures detectable only after freezing.
Root Cause Identification Protocol
Mechanical stress originates from four primary sources: dull cutting blades creating compression fractures, excessive conveyor transfer heights exceeding 300mm, improper paddle agitation speeds above 12rpm in blanchers, and freezer belt loading rates surpassing 80kg/m². Each cause produces characteristic breakage signatures. Blade-related fractures appear as clean vertical splits at strip centers, while drop-impact damage creates random edge chipping patterns.
Engineering Solutions and Corrective Actions
Implementing targeted modifications reduces breakage by 60-75% within two production cycles. Solutions focus on stress reduction rather than brute-force handling improvements. Precision adjustments to cutting geometry, transfer dynamics, and thermal profiles deliver immediate measurable results without major equipment replacement.
Process Parameter Optimization
Cutting station parameters require precise calibration. Blade clearance must maintain 0.8-1.2mm spacing with 22-degree entry angles for optimal shear cutting. Water jet pressure supporting the cut should stabilize at 2.5-3.0 bar to prevent potato strip deformation. Conveyor transfer points need polyurethane guides angled at 45 degrees with speed matching within ±5% between adjacent belts.
Equipment Modification Strategies
Retrofitting existing lines involves installing cushioned transfer chutes with 8mm thick food-grade silicone surfaces at all drop points exceeding 200mm. Blancher paddle replacement with flexible polymer blades reduces impact force by 40%. Freezer infeed distribution systems benefit from vibratory shakers operating at 25Hz with 3mm amplitude, ensuring even bed formation without mechanical compression.
Preventive Measures and Long-term Control
Sustained breakage control requires integrated preventive protocols rather than reactive adjustments. Establishing predictive maintenance schedules and material preconditioning standards eliminates 85% of breakage incidents before they occur. These measures transform quality control from end-of-line sorting to in-process assurance.
Quality Control Integration
Implementing in-line moisture meters at raw material intake ensures potato solids content remains above 20.5%, a critical threshold for structural integrity. Pre-warming chambers maintain tuber temperature at 15-18°C for 45 minutes before processing, reducing cutting stress by 30%. Automated blade sharpening cycles trigger every 100 operating hours based on vision system feedback, not fixed schedules.
Operator Training Protocols
Standardized training modules focus on parameter correlation understanding. Operators learn to recognize early warning signs including increased fines generation, irregular strip shapes, and blade motor load fluctuations. Certification requires demonstrating ability to reduce breakage rates from baseline 12% to under 4% through systematic adjustments within a four-hour operational period.
Operational Impact Assessment
Quantifying breakage impact extends beyond simple yield calculations to include downstream effects on packaging efficiency, customer complaints, and overall equipment effectiveness. Comprehensive analysis reveals hidden costs that multiply the apparent loss value.
| Impact Category | Measurement Unit | Typical Range | Detection Method |
|---|---|---|---|
| Direct Yield Loss | Percentage | 8-15% | Weight comparison |
| Packaging Line Efficiency | Percentage | 12-18% reduction | Throughput monitoring |
| Customer Return Rate | Percentage | 3-7% | Quality complaint tracking |
| Freezer Capacity Waste | Kilowatt-hours per ton | 150-200 kWh/t | Energy audit |
| Sorting Labor Increase | Man-hours per shift | 2.5-4.0 hours | Time study analysis |

Häufig gestellte Fragen
How quickly can breakage rates improve after implementing corrections?
Most facilities observe 40-50% improvement within the first production shift. Full optimization achieving sub-5% breakage rates typically requires 5-7 production days as operators refine parameters for specific potato varieties and seasonal moisture variations. Vision system data helps accelerate this learning curve by providing immediate feedback on adjustment effectiveness.
What is the typical investment required for comprehensive breakage reduction?
Retrofit packages for existing lines range from $85,000 to $150,000 depending on line capacity and current equipment condition. This includes vision inspection systems, cushioned transfer modifications, and automated blade management. New lines designed with breakage prevention as core criteria show 15-20% higher capital cost but deliver immediate 95% reduction compared to conventional designs.
Which potato varieties show highest susceptibility to breakage?
High-solids processing varieties like Russet Burbank and Innovator exhibit 30% lower breakage rates than table-stock varieties. Tubers with specific gravity below 1.080 show increased fragility regardless of processing parameters. Pre-season variety testing using pilot-scale equipment prevents costly full-line commissioning with unsuitable raw materials.
Can existing lines be upgraded without major production stoppages?
Modular upgrades install during scheduled maintenance windows. Critical modifications like blade systems and transfer chutes require 48-hour shutdowns. Peripheral additions including vision systems and pre-warming chambers install during ongoing operations. Phased implementation over three months minimizes revenue impact while delivering incremental improvements at each stage.